



Handhongeräte

Handhongerät Typ 814

Handhongerät Typ 220

Handhongerät Typ 1040
Honmaschinen


Mono-Spindel Honmaschine Typ Mµ-HS1


Doppel-Spindel Honmaschine Typ Mµ-HS2

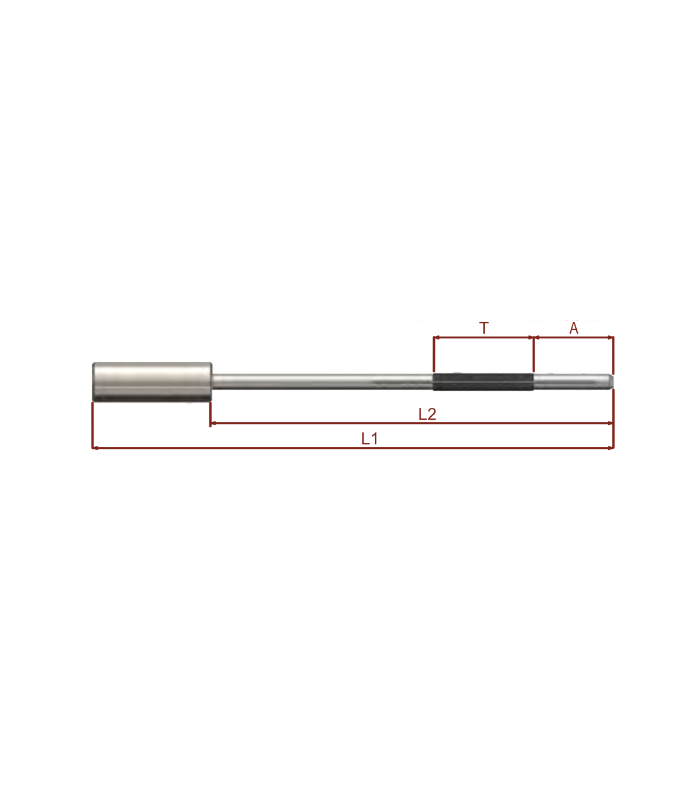
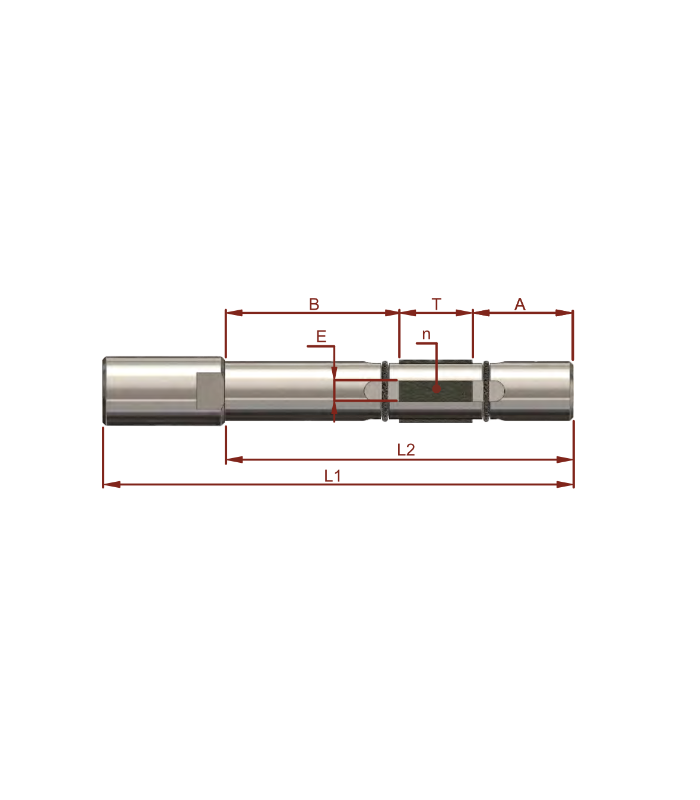
Durchgangshonahle Typ 844
Zur Angebotsanfrage hinzufügen
Dieses Produkt weist mehrere Varianten auf. Die Optionen können auf der Produktseite gewählt werden


Durchgangshonahle Typ 400
Durchgangshonahle Typ 400 L


Durchgangshonahle Typ 401/4
Durchgangshonahle Typ 402/4

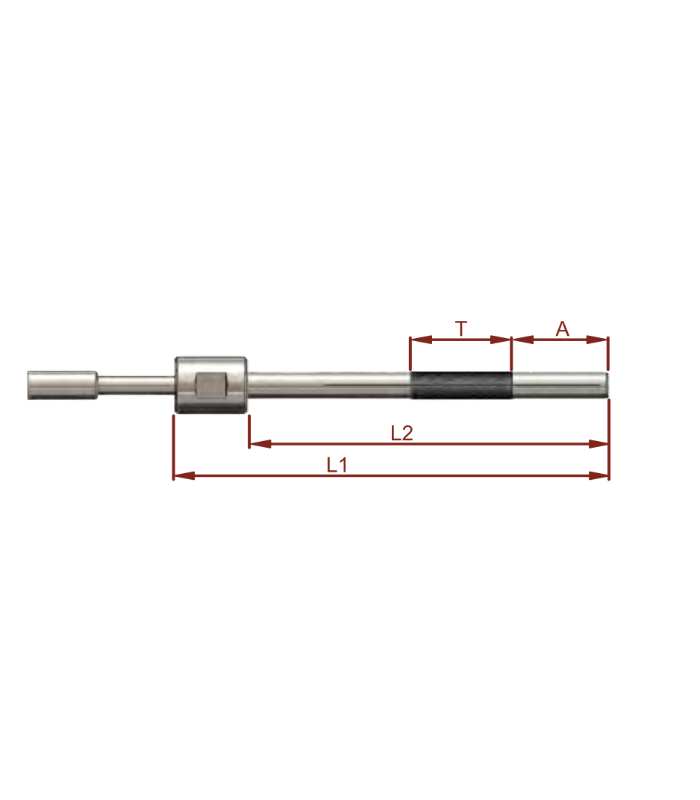
Durchgangshonahle Typ 504
Durchgangshonahle Typ 504 L


Durchgangshonahle Typ 506
Durchgangshonahle Typ 506 L

Durchgangshonahle Typ 2100
Durchgangshonahle Typ 2104
Durchgangshonahle Typ 2200
Honöl

Honöl WICOIL-SF 187
WICOIL-SF 187 Honöl von Wilke: Geruchsneutral, effiziente Spülwirkung, hohe Abtragsleistung. Hautverträglich, leicht zu reinigen. Ideal für präzises Honen.
Zur Angebotsanfrage hinzufügen
Dieses Produkt weist mehrere Varianten auf. Die Optionen können auf der Produktseite gewählt werden